Defelsko PosiTest PC Powder Checker เครื่องวัดความหนาผงเคลือบแบบไม่สัมผัส
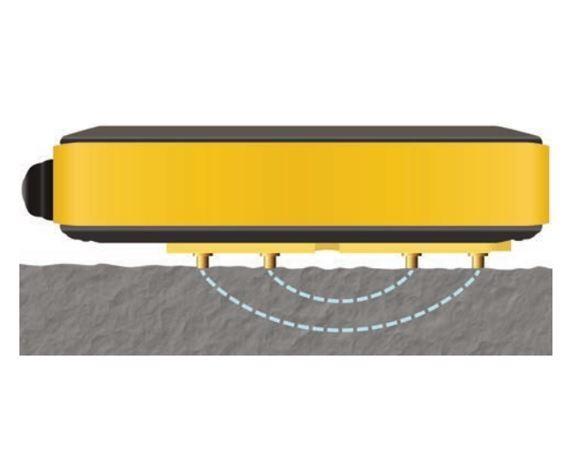
เครื่องวัดความหนาผงเคลือบที่ยังไม่แข็งตัวแบบไม่สัมผัส (Non-contact Uncured Powder Thickness Gage) สามารถวัดความหนาของผงเคลือบที่ยังไม่ผ่านการอบแข็ง (uncured) ได้ โดยใช้เทคโนโลยีอัลตราโซนิกแบบไม่สัมผัส เพื่อคาดการณ์ความหนาหลังการอบ (cured thickness) ได้อย่างแม่นยำ
เครื่องวัดความหนาผงเคลือบที่ยังไม่แข็งตัวแบบไม่สัมผัส (Non-contact Uncured Powder Thickness Gage)
เครื่องวัดความหนาผงเคลือบแบบไม่สัมผัสเป็นนวัตกรรมที่ออกแบบมาเพื่อวัดความหนาของผงเคลือบที่ยังไม่ผ่านการอบแข็ง (uncured) โดยใช้ เทคโนโลยีอัลตราโซนิก เพื่อคาดการณ์ความหนาหลังการอบ (cured thickness) ได้อย่าง แม่นยำ
การตรวจวัดความหนาของผิวเคลือบก่อนการอบสามารถช่วยให้พ่นสีการทำงานมีประสิทธิภาพมากขึ้น และลดเวลาการผลิตซ้ำได้อย่างมีนัยสำคัญ
ข้อดีของการวัดความหนาก่อนอบ
ลดความเสียหายของชิ้นงานจากการเคลือบหนาหรือบางเกินไป
ลดเวลาการตรวจสอบและการทำสีซ้ำ
ช่วยเพิ่มประสิทธิภาพการผลิตให้รวดเร็วและแม่นยำยิ่งขึ้น
ประหยัดต้นทุนการผลิตในระยะยาว
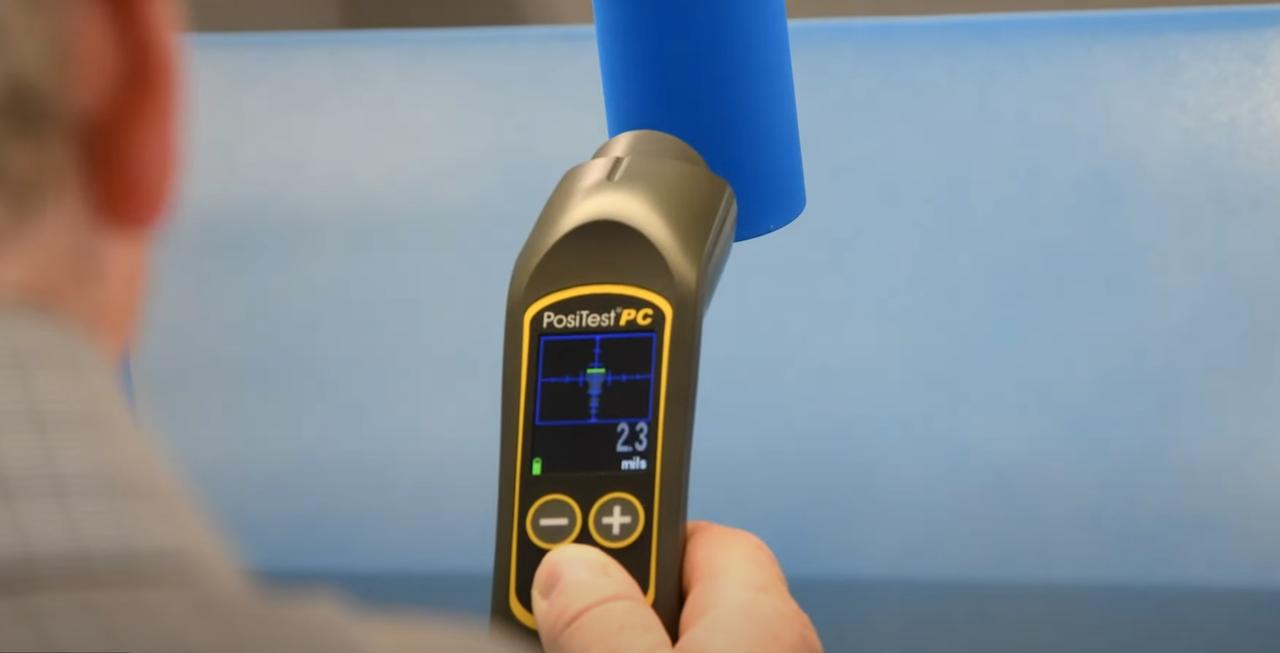
PosiTest PC: นวัตกรรมการวัดความหนาสำหรับผงสีฝุ่น Uncured Powder ที่ยังไม่แห้ง
PosiTest PC ถูกออกแบบมาสำหรับตรวจสอบความหนาของผงเคลือบ (เช่น สีฝุ่น) หลังการพ่นหรือการเคลือบ โดยไม่ต้องรอให้แห้งหรืออบแข็ง สามารถตรวจสอบความสม่ำเสมอของผิวเคลือบได้ทันทีหลังพ่น ลดความเสี่ยงในการผลิตงานเสียและการดำเนินงานล่าช้า
คุณสมบัติเด่นของ PosiTest PC
วัดได้แบบ ไม่สัมผัสผิวชิ้นงาน จึงไม่รบกวนหรือทำลายตัวอย่าง
ประมวลผลรวดเร็ว และแม่นยำ ด้วยเทคโนโลยีอัลตราโซนิก
ใช้งานง่าย เหมาะสำหรับทุกโรงงานที่ใช้การเคลือบผง
ช่วยคาดการณ์ความหนาผิวเคลือบหลังการอบอย่างมั่นใจ
สรุป
การเลือกใช้เครื่องวัดความหนาผงเคลือบที่ยังไม่แข็งตัวแบบไม่สัมผัส เช่น PosiTest PC ถือเป็นทางเลือกที่ฉลาดสำหรับโรงงานที่ต้องการเพิ่มคุณภาพ ลดข้อผิดพลาด และเสริมศักยภาพในการแข่งขัน เหมาะอย่างยิ่งสำหรับวงการอุตสาหกรรมสีฝุ่นและเคลือบผิวทุกประเภท

Trouble shoot
วิธีแก้ไขเบื้องต้นสำหรับกรณีที่ไม่สามารถวัดค่าได้
เมื่อเจอปัญหาวัดค่าไม่ได้บนไลน์ผลิต คุณสามารถลองวิธีการต่อไปนี้เพื่อแก้ไขเบื้องต้นอย่างมีประสิทธิภาพ
ขั้นตอนตรวจสอบและแก้ไข
ปรับตำแหน่งการกดปุ่ม
หากลูกค้ากดปุ่มเมื่อเข้าใกล้ชิ้นงานมากเกินไป ให้ถอยหลังประมาณ 8 ซม. แล้วกดปุ่มใหม่ พร้อมกับเคลื่อนตัวเข้าใกล้ชิ้นงานอีกครั้งในระยะห่างประมาณ 2 ซม.จากชิ้นงานทดลองวัดในขณะชิ้นงานนิ่ง
ก่อนนำไปทดสอบบนไลน์ผลิตที่เคลื่อนที่ ควรทดสอบวัดชิ้นงานในสภาวะหยุดนิ่งเพื่อดูว่าสามารถวัดค่าได้หรือไม่ลองใช้โหมดสแกน
สลับใช้งานโหมดสแกนบนอุปกรณ์ อาจช่วยให้การวัดค่าถูกต้องมากยิ่งขึ้นตรวจสอบหน้าตัวเซนเซอร์
สังเกตดูบริเวณหน้าของเซนเซอร์ว่ามีรอยชำรุด หรือมีเศษผง ผงเคลือบติดอยู่หรือไม่ หากพบให้ทำความสะอาดหรือเปลี่ยนอะไหล่ที่ชำรุดทันที
เคล็ดลับ: ควรบันทึกผลลัพธ์และปัญหาที่พบเจอในแต่ละขั้นตอน เพื่อช่วยในการวิเคราะห์และแก้ไขในอนาคต
สรุปคำแนะนำ
ค่อยๆ ทดสอบและปรับวิธีการตามแต่ละขั้นตอน
หากปัญหายังคงสามาถติดต่อฝ่ายเทคนิค เพื่อปรึกษาการใช้งาน
คำถามที่พบบ่อย
มีข้อสงสัยเกี่ยวกับสินค้า/บทความ สอบถามชุมชนหรือผู้เชี่ยวชาญของเรา