การวัดความหนาของการชุบสังกะสี Measuring Galvanizing Thickness

บทความนี้ให้รายละเอียดเกี่ยวกับการใช้เครื่องวัดความหนาของการเคลือบผิว DeFelsko ในอุตสาหกรรมชุบสังกะสี โดยจะอธิบายถึงเครื่องวัดแบบพกพาประเภทต่างๆ กระบวนการวัด ข้อควรระวังต่างๆ ที่ต้องปฏิบัติ และส่วนคำถามและคำตอบสำหรับคำถามที่พบบ่อยที่สุดเกี่ยวกับการใช้งานนี้
การปกป้องเหล็กจากการกัดกร่อน
เหล็กจะกัดกร่อนเมื่ออิเล็กโทรไลต์เชื่อมขั้วบวกและขั้วลบบนพื้นผิวเหล็ก การเกิดเซลล์กัดกร่อนทำให้เกิดออกไซด์เหล็กเป็นแผ่นที่เรียกว่าสนิม เพื่อหลีกเลี่ยงสนิม จะต้องมีบางสิ่งบางอย่างที่ป้องกันไม่ให้เกิดเซลล์กัดกร่อน วิธีทั่วไปสองวิธีในการป้องกันการกัดกร่อนบนเหล็ก ได้แก่:
1. การป้องกันแบบแคโทดิก Cathodic protection (by using a sacrificial anode).
2. การสร้างสิ่งกีดขวางเพื่อป้องกันไม่ให้อิเล็กโทรไลต์สัมผัสกับเหล็ก เช่น สีและสารเคลือบป้องกันอื่นๆ
การชุบสังกะสี เป็นกระบวนการที่ชั้นขั้วบวกสังกะสีถูกนำไปใช้บนพื้นผิวของชิ้นส่วนเหล็กที่ผลิตขึ้นเพื่อป้องกันการกัดกร่อน ขั้นตอนสุดท้ายของกระบวนการนี้คือการตรวจสอบ:
- ความหนาของการเคลือบสังกะสี
- ลักษณะที่ปรากฏ
- การยึดเกาะของสังกะสีกับพื้นผิวเหล็ก
- ความสม่ำเสมอของความหนาของการเคลือบสังกะสี

ความหนาของการเคลือบสังกะสีนั้นเกี่ยวข้องโดยตรงกับ:
- อายุการใช้งาน
- ปริมาณการป้องกันการกัดกร่อน
- คุณภาพ
การชุบสังกะสีให้หนาขึ้นทำให้ชิ้นส่วนที่เคลือบมีอายุการใช้งานยาวนานขึ้น ดังนั้น การตรวจสอบความหนาของสังกะสีจึงเป็นขั้นตอนเดียวที่สำคัญที่สุดในการพิจารณาคุณภาพของสังกะสี
วิธีการวัดความหนาของสังกะสี (Galvanized)
ขนาด รูปร่าง และจำนวนชิ้นที่ต้องทดสอบจะกำหนดวิธีการทดสอบที่เหมาะสม วิธีทดสอบที่กำหนดจะแบ่งประเภทเป็นแบบทำลายหรือไม่ทำลาย
การวัดความหนาของการชุบสังกะสีมี 4 วิธี
1. เกจวัดความหนาของการเคลือบโดยใช้หลักการแม่เหล็ก
2. การลอกและการชั่งน้ำหนัก
3. การชั่งน้ำหนักชิ้นส่วนก่อนและหลังการชุบสังกะสี
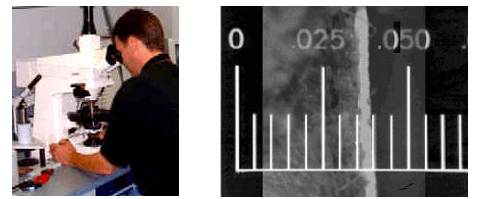
4. กล้องจุลทรรศน์แบบออปติคัล (ASTM B487)
วิธีที่ใช้งานได้จริงที่สุดในการวัดความหนาของการชุบสังกะสีคือวิธีการแบบไม่ทำลายซึ่งใช้หลักการแม่เหล็กในการกำหนดความหนาของการเคลือบ การทดสอบนี้มีดังนี้:
- ไม่ต้องทำลายชิ้นงาน
- ง่าย รวดเร็ว และประหยัด
- สอดคล้องกับมาตรฐานสากล รวมถึง ASTM D7091, CSA G 164-M และ ISO 2808
- เนื่องจากเป็นวิธีการแบบไม่ทำลาย การวัดความหนาด้วยแม่เหล็กจึงเป็นวิธีที่ใช้กันทั่วไปในการประเมินความหนาของการเคลือบสังกะสี
เกจวัดความหนาชุบสังกะสีแบบหลักการแม่เหล็ก
เกจวัดความหนาของสารเคลือบที่ทำงานบนหลักการแม่เหล็กนั้นได้รับการออกแบบมาเพื่อวัดสารเคลือบที่ไม่เป็นแม่เหล็กที่เคลือบบนโลหะเหล็ก เกจวัดความหนาที่ใช้หลักการแม่เหล็ก 3 ประเภท และที่พบมากที่สุดนั้นจัดอยู่ใน 1 ประเภท โดยจะถูกแบ่งเป็นอีก 2 ประเภทต่อไปนี้:
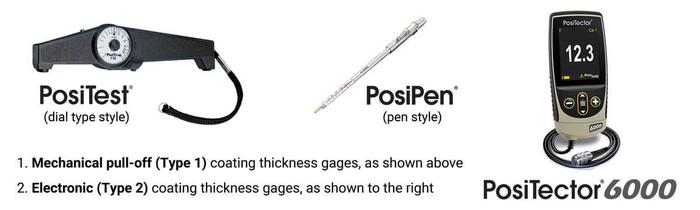
การเปรียบเทียบประเภทเกจชุบสังกะสีแบบแม่เหล็ก
1. เครื่องวัดความหนาสังกะสีเชิงกล
- วัดความแรงที่จำเป็นในการดึงแม่เหล็กออกจากเหล็ก ยิ่งสังกะสีหนาขึ้น แรงดึงดูดแม่เหล็กก็จะอ่อนลง
- ไม่ต้องปรับเทียบใดๆ
- เรียบง่ายและทนทาน
2. เครื่องวัดความหนาสังกะสีแบบอิเล็กทรอนิกส์
- วัดการเปลี่ยนแปลงความหนาแน่นของฟลักซ์โดยใช้วงจรอิเล็กทรอนิกส์
- การอ่านค่าแบบดิจิทัลที่ชัดเจน
- หัววัดแบบเฉพาะทางมีหลากหลายรูปแบบ
- หลายรุ่นมีหน่วยความจำในตัว
- สามารถปรับค่าสำหรับสภาพพื้นผิวได้
คุณสมบัติของเกจวัดความหนาแบบชุบสังกะสีด้วยแม่เหล็ก
แบบปากกากล (Mechanical-Pen Style)
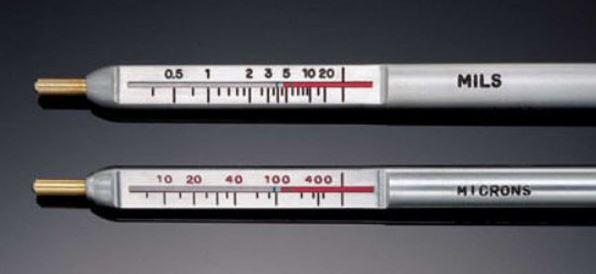
- ไม่ต้องปรับเทียบใดๆ
- แม่เหล็กขนาดเล็กพิเศษช่วยให้วางได้ตรงตำแหน่ง
- เหมาะอย่างยิ่งสำหรับใช้วัดในตำแหน่งที่เล็ก ร้อน หรือเข้าถึงยาก
- ความแม่นยำ ±10%
ประเภทหน้าปัดแบบกลไก (Mechanical-Dial Type)
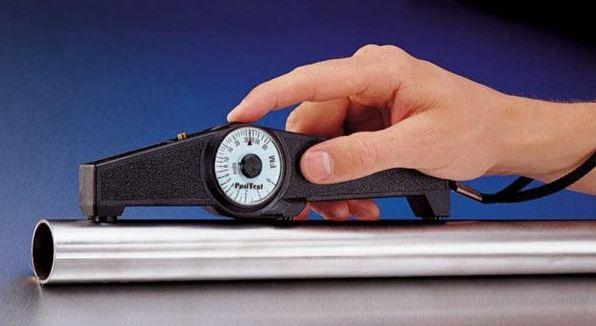
- ไม่ต้องปรับเทียบมาตรฐาน
- เรียบง่าย ทนทาน เป็นที่ยอมรับทั่วโลก
- ไม่ต้องใช้แบตเตอรี่หรืออุปกรณ์อิเล็กทรอนิกส์
- สามารถตั้งค่าปุ่ม GO/NO-GO ไว้ล่วงหน้าเพื่อการวัดอย่างรวดเร็ว
- ความแม่นยำ ±5%
อิเล็กทรอนิกส์ (Electronic)

- การทำงานที่รวดเร็วและง่ายดาย
- สามารถปรับเทียบด้วยมือได้เพื่อเพิ่มความแม่นยำ
- จอแสดงผลแบบดิจิทัลที่อ่านง่าย
- ใช้งานได้หลากหลาย - มีหัววัดแบบรวมหรือแบบมีสายให้เลือกหลากหลาย
- ตัวเลือกการเชื่อมต่อ - พิมพ์โดยตรง, USB, WiFi, Bluetooth
- ความสามารถทางสถิติ - การหาค่าเฉลี่ย, ค่าต่ำสุด/สูงสุด
- ซอฟต์แวร์อันทรงพลังสำหรับการรายงานข้อมูลการวัด
- หน่วยความจำในตัว
- ความแม่นยำ ±1%
วิธีการวัดความหนาของสังกะสี
ข้อควรระวัง:
- ปฏิบัติตามคำแนะนำของผู้ผลิตเกจ
- ตรวจสอบความแม่นยำของเกจเป็นประจำโดยใช้มาตรฐานอ้างอิง
- ตรวจสอบให้แน่ใจว่าพื้นผิวทดสอบไม่มีสิ่งสกปรก จารบี ออกไซด์ และผลิตภัณฑ์กัดกร่อน
- ควรเลือกจุดวัดเพื่อหลีกเลี่ยงจุดพีคหรือความไม่สม่ำเสมอที่เห็นได้ชัดในสารเคลือบ
- ควรอ่านค่าให้เพียงพอเพื่อให้ได้ความหนาของสารเคลือบเฉลี่ยที่แท้จริง
เมื่อใช้เครื่องวัดความหนาของการเคลือบแบบกลไก ให้ทำตามขั้นตอนต่อไปนี้:
1. เพื่อชดเชยอิทธิพลของสภาพพื้นผิว (รวมถึงมวล โลหะ ความหยาบ อุณหภูมิ และความโค้ง) ให้วัดพื้นผิว/ชิ้นส่วนที่ไม่ได้เคลือบที่จุดจำนวนหนึ่งเพื่อให้ได้ค่าเฉลี่ยที่เป็นตัวแทน ค่าเฉลี่ยนี้เรียกว่า "ค่าโลหะพื้นฐาน" หรือ "BMR"
2. วัดความหนาของสังกะสีที่จุดจำนวนหนึ่งตามขั้นตอนหรือมาตรฐานที่เกี่ยวข้องกำหนด
3. ลบค่าโลหะพื้นฐาน (BMR) ออกจากค่าที่วัดได้เพื่อให้ได้ความหนาของการชุบสังกะสี
เมื่อใช้เครื่องวัดความหนาของสารเคลือบอิเล็กทรอนิกส์ ให้ทำตามขั้นตอนต่อไปนี้:
1. เพื่อชดเชยอิทธิพลของสภาพพื้นผิว (รวมถึงมวล โลหะ ความหยาบ อุณหภูมิ และความโค้ง) ให้ตรวจสอบค่าศูนย์บนพื้นผิว/ชิ้นส่วนที่ไม่ได้เคลือบ และปรับหากจำเป็น
2. ตรวจสอบความแม่นยำโดยวัดแผ่นรองที่วางบนพื้นผิวที่ไม่ได้เคลือบ
3. วัดชิ้นส่วนที่เคลือบสังกะสี การอ่านค่าของเครื่องวัดความหนาของสารเคลือบจะระบุความหนาของสารเคลือบสังกะสีที่ใช้
การวัดระบบเคลือบสองชั้น (Duplex Coating)
ระบบเคลือบสองชั้นใช้ระบบป้องกันการกัดกร่อนสองระบบร่วมกัน โดยทั่วไปคือการเคลือบสีหรือผงบนเหล็กอาบสังกะสี (การชุบโลหะแบบจุ่มร้อน การชุบโลหะด้วยไฟฟ้า หรือการพ่นสังกะสี) การป้องกันการกัดกร่อนที่เกิดจากระบบเคลือบสองชั้นนั้นดีกว่าระบบป้องกันแบบใดแบบหนึ่งที่ใช้แยกกัน
เครื่องวัดความหนาของชั้นเคลือบ PosiTector 6000 FNDS ของ DeFelsko วัดความหนาของชั้นสีและชั้นสังกะสีอาบสังกะสีแต่ละชั้นโดยไม่ทำลายชั้นในระบบเคลือบสองชั้นด้วยการอ่านค่าเพียงครั้งเดียว

การแปลงหน่วยความหนาของผิวเคลือบสังกะสี
เกจวัดความหนาผิวเคลือบแบบแม่เหล็กรายงานค่าการวัดเป็นหน่วยระยะทางเชิงเส้น ไม่ใช่น้ำหนักเคลือบ อย่างไรก็ตาม การอ่านค่าเกจสามารถเปลี่ยนเป็นการแสดงน้ำหนักการเคลือบได้อย่างง่ายดาย
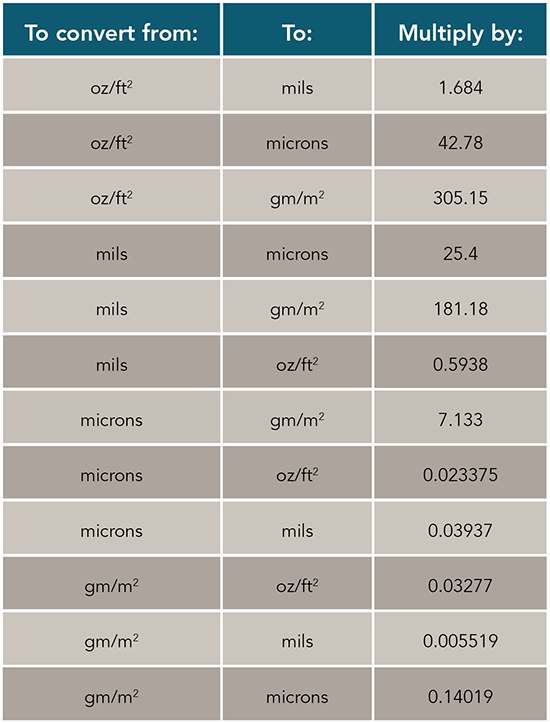
The preceding chart is characterized in the text below:
To convert from: | To: | Multiply by
• oz./ft2 | mils | 1.684
• oz./ft2 | microns | 42.78
• oz./ft2 | gm/m2 | 305.15
• mils | microns | 25.4
• mils | gm/m2 | 181.18
• mils | oz./ft2 | 0.5938
• microns | gm/m2 | 7.133
• microns | oz./ft2 | 0.023375
• microns | mils | 0.03937
• gm/m2 | oz./ft2 | 0.03277
• gm/m2 | mils | 0.005519
• gm/m2 | microns | 0.14019
ตัวอย่างการแปลงหน่วย
ตัวอย่างที่ 1:
ลองจินตนาการว่าคุณทำการวัดบนขดลวดเหล็กที่เคลือบด้วยสังกะสีกัลวาไนซ์โดยใช้เกจ PosiTector 6000 F และได้ค่าการอ่านค่าความหนาด้านเดียวที่ “0.35 mils” สามารถแปลงเป็น oz/ft² ได้อย่างง่ายดายโดยใช้วิธีการต่อไปนี้:
1. คูณการอ่านค่าเกจ 0.35 mils ด้วย 2 เพื่อพิจารณาทั้งสองด้านของแผง (0.70 mils)
2. คูณ 0.70 ด้วยแฟคเตอร์ 0.5938 เพื่อแปลงเป็น oz/ft² (0.4157 oz/ft²)
3. สังกะสีกัลวาไนซ์ 0.4157 oz/ft² บ่งบอกถึงน้ำหนัก G40 (ค่าเฉลี่ยขั้นต่ำ 0.40 oz/ft² รวมทั้งสองด้านตาม ASTM A653)
ตัวอย่าง 2:
หรือคุณสามารถยืนยันได้อย่างรวดเร็วว่าแผ่นเหล็กชุบสังกะสีมีน้ำหนักการเคลือบเฉพาะ ตามมาตรฐาน ASTM A653 การกำหนดการเคลือบ G90 หมายความว่าน้ำหนักของสังกะสีทั้งสองด้านของแผ่นเหล็กคือ 0.90 oz/ft²
อย่างไรก็ตาม เกจวัดความหนาแบบแม่เหล็กจะวัดเพียงด้านเดียว ดังนั้น:
0.45 oz/ft² x 1.684 = 0.76 mils ต่อด้าน หรือ 0.45 oz/ft² x 42.78 = 19 ไมครอนต่อด้าน
ตัวอย่าง 3:
หากต้องการคำนวณ g/m² จากผลลัพธ์ที่แสดงเป็นไมครอน ขั้นแรกให้คูณค่าที่อ่านได้ (หรือค่าเฉลี่ยของชุดค่าที่อ่านได้) ด้วย 2 เท่า แล้วคูณผลลัพธ์นั้นด้วย 7.133 การคำนวณขั้นสุดท้ายจะระบุน้ำหนักการเคลือบสำหรับทั้งสองด้านของส่วนที่เคลือบ
มาตรฐาน ASTM
ข้อความที่ตัดตอนมาจากข้อกำหนดมาตรฐาน ASTM A123 สำหรับการเคลือบสังกะสี (ชุบสังกะสีแบบจุ่มร้อน) บนผลิตภัณฑ์เหล็กและเหล็กกล้า:
- ความหนาของการเคลือบชิ้นงานทดสอบจะต้องเป็นค่าเฉลี่ยอย่างน้อย 5 ครั้งในจุดที่แตกต่างกัน
- ค่าเฉลี่ยนี้จะต้องไม่น้อยกว่าหนึ่งเกรดความหนาของการเคลือบที่ต่ำกว่าค่าที่ระบุไว้ในข้อกำหนดที่เหมาะสม
- ความหนาควรอยู่ระหว่าง 1.4 ถึง 3.9 mils (35 และ 100 µm) ขึ้นอยู่กับเกรดการเคลือบ
ASTM A123/A123M: ข้อกำหนดมาตรฐานสำหรับการเคลือบสังกะสี (ชุบสังกะสีแบบจุ่มร้อน) บนผลิตภัณฑ์เหล็กและเหล็กกล้า
ASTM E376: แนวทางปฏิบัติมาตรฐานสำหรับการวัดความหนาของผิวเคลือบด้วยวิธีการตรวจสอบสนามแม่เหล็กหรือกระแสไหลวน (แม่เหล็กไฟฟ้า)
ASTM A153/A153M: ข้อกำหนดมาตรฐานสำหรับการเคลือบสังกะสี (จุ่มร้อน) บนฮาร์ดแวร์เหล็กและเหล็กกล้า
ASTM A653/A653M: ข้อกำหนดมาตรฐานสำหรับเหล็กแผ่น เคลือบสังกะสี (ชุบสังกะสี) หรือเคลือบโลหะผสมสังกะสี-เหล็ก (เคลือบสังกะสี) โดยกระบวนการจุ่มร้อน
ASTM A767/A767M: ข้อกำหนดมาตรฐานสำหรับเหล็กเส้นเคลือบสังกะสี (สังกะสี) สำหรับการเสริมคอนกรีต
ASTM D7091: แนวทางปฏิบัติมาตรฐานสำหรับการวัดความหนาของฟิล์มแห้งโดยไม่ทำลายของการเคลือบที่ไม่ใช่แม่เหล็กที่ใช้กับโลหะกลุ่มเหล็กและการเคลือบที่ไม่เป็นแม่เหล็กและไม่นำไฟฟ้าที่ใช้กับโลหะที่ไม่ใช่เหล็ก
เครื่องมือวัดที่เกี่ยวข้อง
Defelsko PosiPen ปากกาวัดความหนาผิวเคลือบบนเหล็ก
DeFelsko PosiTest Series เกจวัดความหนาผิวเคลือบ (สำหรับ Non-Magnetic Coatings on Steel)
Mr. Nattawat Saejung
Brand Sales Section